
Manufacturing
With 19 sites, we're the UK's 2nd largest food manufacturer. We're also one of British farming's biggest single customers.
You’ll find a great big welcome here at Myton Food Group - the part of our business that looks after manufacturing.
But that’s not the only reason to join us. Since we opened our first produce factory in 1976, we’ve been rolling up our sleeves and getting busy. The result? A brilliant team of down-to-earth colleagues who love getting the job done. Here, hard work doesn’t go unrewarded either, so if you know your stuff when it comes to baking, produce, butchery, floristry, or engineering, you’ll love what we could do for your career, too.
About Myton Food Group
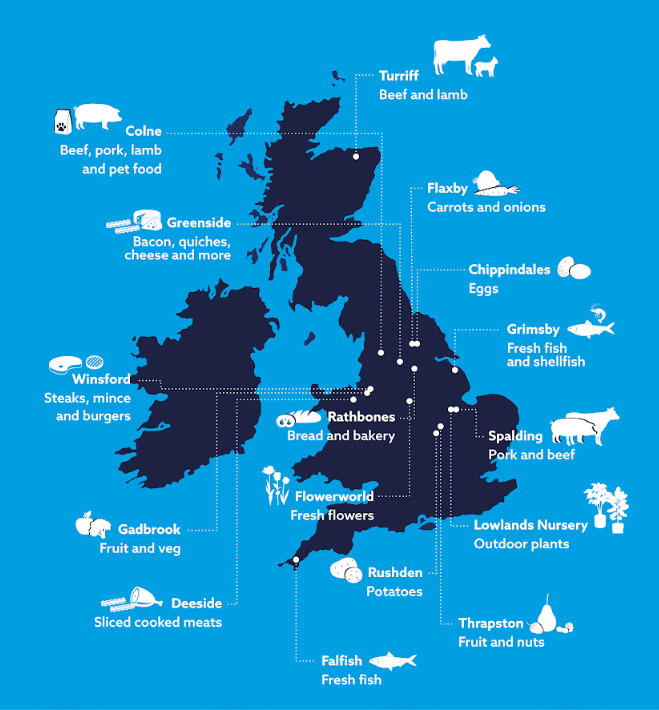
We have a legacy to be proud of. We’re British farming’s biggest single direct customer. We buy from highly valued suppliers. And we’re passionate about the quality of our food. Today, we have 19 manufacturing sites across the UK, where we pack and process fresh meats and fish, savoury and sweet pies, fruit and veg, flower bouquets and lots more.
We really do stand out in the world of food manufacturing. But what we’re especially proud of is the way we all get stuck in and work as a team, in partnership across our supply chain.
Meat and Chilled
When it comes to meat and chilled products, we’ve carved a unique reputation in the world of food retail. That’s because our manufacturing facilities in Winsford, Deeside, Turriff, Colne, Spalding and Bradford (Greenside) give us much more control and traceability than our competitors. We know exactly what goes in to every product - just like we know exactly what goes in to a great career, too.



Seafood
Did you know we were the first retailer to have our own seafood factory? Or that we provide our Market Street fishmongers with more than 50 species of fresh fish throughout the year from our sites in Grimsby, Redruth and Falmouth? But the most exciting bit is that we’re able to control the quality of every piece of fish we provide - whether it’s a simple Haddock fillet or a whole Salmon. It means opportunities here are quite the catch.



Find the location that best suits you






We don’t just make food - we make careers exciting
Wherever you join us at Myton Food Group, you’ll discover an exciting place to work that can often move faster than you think.
But whether you’re part of a product development team, a production team, a technical and engineering team or a warehouse team, you’ll also see that we’ve created a friendly, no-nonsense atmosphere where everyone pulls together through thick and thin.
We offer training through to fast-track management roles, which means every one of our careers is as rewarding as it can be.